












































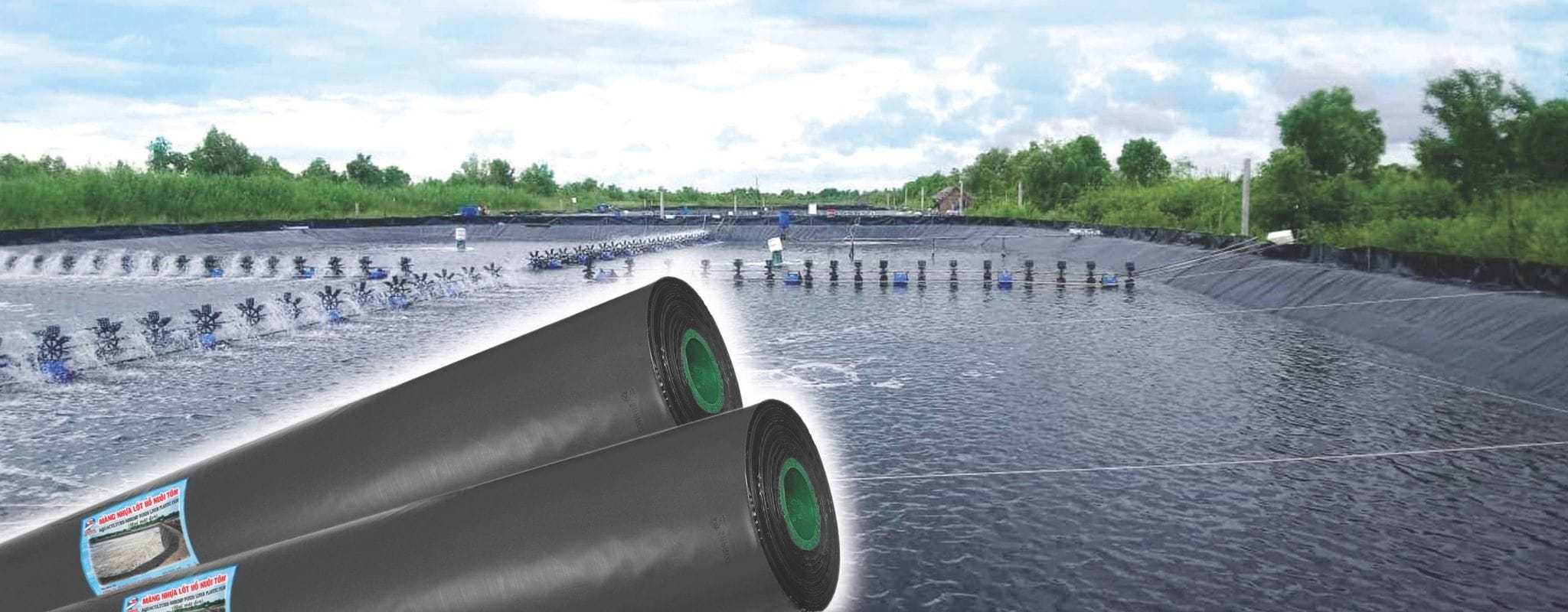







Thi công hồ chứa nước thải HDPE
Bạt HDPE liên kết bằng mối hàn đùn nóng: Bí quyết vàng

Chào các bạn, những người đồng nghiệp và độc giả thân mến của Rọ đá Việt Nam! Lại là chuyên gia Địa kỹ thuật AI của các bạn đây. Hôm nay, chúng ta sẽ cùng nhau “mổ xẻ” một chủ đề tuy không mới nhưng lại cực kỳ quan trọng, là xương sống cho sự thành bại của rất nhiều dự án chống thấm: Bạt HDPE Liên Kết Bằng Mối Hàn đùn Nóng.
Hãy tưởng tượng thế này: bạn đang xây một hồ chứa nước khổng lồ, một bãi chôn lấp rác thải hợp vệ sinh, hay một hầm biogas. Bạn đã cẩn thận lựa chọn loại màng chống thấm HDPE tốt nhất. Nhưng, làm thế nào để kết nối hàng trăm, hàng ngàn mét vuông bạt riêng lẻ lại thành một tấm áo giáp không kẽ hở, chống lại sự xâm nhập của nước và chất ô nhiễm? Câu trả lời nằm ở chính những mối nối, và phương pháp hàn đùn nóng chính là “nghệ thuật” đỉnh cao để tạo ra những mối nối bền chắc nhất tại các vị trí hiểm hóc nhất.
Mối hàn đùn nóng là gì và tại sao nó lại quan trọng?
Bạn đã bao giờ thấy một chiếc máy in 3D hoạt động chưa? Nó đùn ra từng sợi nhựa nóng chảy để tạo thành một vật thể rắn chắc. Hàn đùn nóng về cơ bản hoạt động theo nguyên lý tương tự, nhưng thay vì tạo ra vật thể mới, nó “vá” và “nối” các tấm bạt HDPE lại với nhau.
Nói một cách kỹ thuật, hàn đùn nóng (Extrusion Welding) là một quy trình sử dụng máy hàn chuyên dụng để nung nóng chảy que hàn HDPE (một sợi nhựa HDPE đặc) và đùn dòng nhựa nóng chảy này vào khe nối giữa hai tấm bạt. Đồng thời, một luồng khí nóng từ máy hàn sẽ làm mềm bề mặt của hai tấm bạt tại vị trí cần liên kết. Dòng nhựa nóng chảy này sẽ hòa quyện với bề mặt đã được làm mềm, tạo thành một khối đồng nhất, vững chắc sau khi nguội đi.
Tại sao nó lại quan trọng đến vậy?
- Tạo ra mối nối siêu bền: Mối hàn đùn tạo ra một khối vật liệu đồng nhất, có cường độ và độ bền gần như tương đương với chính tấm bạt HDPE gốc. Nó không phải là một lớp keo dán, mà là một sự “hợp nhất” thực sự.
- Linh hoạt tuyệt vời: Đây là “ngôi sao” ở những nơi mà máy hàn kép (hàn tự động) phải “bó tay”. Các góc cạnh, vị trí nối ống, điểm vá lỗi, hay những khu vực có hình dạng phức tạp đều là sân khấu để hàn đùn thể hiện.
- Độ dày vượt trội: Mối hàn có tiết diện dày, tạo ra một rào cản vật lý vững chắc, đặc biệt hiệu quả trong việc chống thấm và chịu áp lực.
Về cơ bản, nếu hàn kép nóng là công cụ để trải thảm trên một con đường thẳng tắp, thì hàn đùn nóng chính là bàn tay của người nghệ nhân tỉ mỉ xử lý từng khúc cua, từng ngã rẽ phức tạp.
Kỹ thuật viên đang sử dụng máy hàn đùn nóng chuyên dụng để nối góc của tấm bạt chống thấm HDPE tại công trường xây dựng hồ chứa nước.
Bạt HDPE liên kết bằng mối hàn đùn nóng: Khi nào là lựa chọn số một?
Không phải lúc nào chúng ta cũng cần đến “dao mổ trâu” để “giết gà”. Tương tự, hàn đùn nóng không phải là giải pháp cho mọi mối nối. Vậy, đâu là những tình huống mà phương pháp này trở thành lựa chọn không thể thay thế?
- Vá các lỗ thủng hoặc sửa chữa: Khi tấm bạt bị rách do va đập cơ học trong quá trình thi công, một miếng vá HDPE được hàn đè lên bằng phương pháp hàn đùn là giải pháp an toàn và chắc chắn nhất.
- Nối bạt ở các góc cạnh: Các góc trong, góc ngoài của hồ chứa, hố móng… là những vị trí có hình dạng phức tạp. Máy hàn tự động không thể xử lý được, và đây là lúc hàn đùn phát huy tác dụng.
- Liên kết bạt với các cấu kiện cứng: Nối tấm bạt HDPE vào tường bê tông, ống nhựa xuyên bạt (ống cấp, thoát nước), hay các cọc cừ là ứng dụng điển hình. Mối hàn đùn tạo ra một đường viền kín, ngăn nước rò rỉ qua các điểm tiếp giáp này.
- Thi công các chi tiết phức tạp: Tưởng tượng bạn cần tạo một “chiếc ủng” bằng bạt HDPE để bọc quanh chân một cột bê tông. Chỉ có hàn đùn mới đủ linh hoạt để thực hiện những đường nối cong và phức tạp như vậy.
- Mối nối chữ T hoặc chữ Thập: Khi ba hoặc bốn tấm bạt giao nhau tại một điểm, hàn đùn được dùng để gia cố và đảm bảo độ kín khít tuyệt đối tại điểm giao cắt.
Theo Kỹ sư Trần Gia Bảo, một chuyên gia với 15 năm kinh nghiệm trong lĩnh vực chống thấm địa kỹ thuật: “Trong ngành của chúng tôi, chất lượng của toàn bộ hệ thống chống thấm thường được quyết định bởi những chi tiết nhỏ nhất. Một mối hàn kép thẳng tắp dài 100 mét có thể hoàn hảo, nhưng chỉ cần một điểm nối ống xử lý ẩu là cả dự án có nguy cơ thất bại. Đó là lý do tại sao kỹ thuật Bạt HDPE Liên Kết Bằng Mối Hàn đùn Nóng luôn được coi là bài kiểm tra tay nghề thực sự của một đội thi công chuyên nghiệp.”
Quy trình hàn đùn HDPE chuẩn kỹ thuật từng bước một
Để có một mối hàn chất lượng, không chỉ cần máy móc tốt mà còn đòi hỏi tay nghề và sự tuân thủ quy trình nghiêm ngặt của người kỹ thuật viên. Nghe có vẻ phức tạp nhỉ? Đừng lo, tôi sẽ chia nhỏ quy trình này ra thành các bước dễ hiểu.
Bước 1: Chuẩn bị “chiến trường”
- Làm sạch: Bề mặt của hai tấm bạt cần hàn phải được làm sạch tuyệt đối. Bụi bẩn, dầu mỡ, hơi ẩm là kẻ thù số một của mối hàn. Người ta thường dùng giẻ sạch và dung môi chuyên dụng (nếu cần) để lau kỹ khu vực sẽ hàn.
- Cố định: Hai tấm bạt được đặt chồng lên nhau (khoảng 10-15 cm) và được cố định chắc chắn để không bị xê dịch trong quá trình hàn.
Bước 2: Mài và làm nóng sơ bộ
- Mài bề mặt: Đây là bước cực kỳ quan trọng nhưng hay bị bỏ qua! Một máy mài cầm tay sẽ được dùng để mài nhẹ một lớp mỏng trên bề mặt hai tấm bạt. Việc này giúp loại bỏ lớp oxy hóa bề mặt và tạo ra một bề mặt “tươi” mới, giúp nhựa nóng chảy dễ dàng hòa quyện hơn.
- Làm nóng sơ bộ: Máy hàn đùn có một đầu thổi khí nóng. Trước khi đùn nhựa, người kỹ thuật viên sẽ dùng luồng khí này để làm nóng và mềm đều cả hai bề mặt tấm bạt.
Bước 3: Vận hành máy hàn đùn
- Người thợ sẽ lắp que hàn HDPE phù hợp vào máy.
- Khi máy đạt nhiệt độ cài đặt, họ sẽ từ từ di chuyển đầu hàn dọc theo khe nối. Một tay điều khiển hướng đi, một tay giữ máy và tạo áp lực vừa phải.
- Dòng nhựa nóng chảy từ máy sẽ được đùn ra, lấp đầy khe nối, tạo thành một đường hàn hình tam giác hoặc hình con lươn. Tốc độ di chuyển máy phải đều đặn để đảm bảo mối hàn có độ dày và chiều rộng đồng nhất.
Bước 4: Kiểm tra và hoàn thiện
- Ngay sau khi hàn xong, trong lúc mối hàn còn nóng, có thể dùng một con lăn nhỏ để miết nhẹ bề mặt mối hàn cho phẳng đẹp.
- Sau khi mối hàn nguội hoàn toàn, quá trình kiểm tra chất lượng sẽ được tiến hành. Chúng ta sẽ nói kỹ hơn về phần này ở mục sau.
Những lỗi thường gặp khi hàn đùn và cách “bắt bệnh”
Trong kinh nghiệm của tôi, việc thi công bạt HDPE liên kết bằng mối hàn đùn nóng cũng giống như nấu ăn vậy. Dù có công thức chuẩn, nhưng chỉ cần sai một chút về “nhiệt độ” hay “thời gian” là “món ăn” sẽ không còn hoàn hảo. Dưới đây là vài “bệnh” thường gặp và cách chẩn đoán.
Mối hàn bị cháy hoặc biến màu
- Triệu chứng: Mối hàn có màu nâu, giòn, hoặc bề mặt sần sùi, có bọt khí.
- Nguyên nhân: Nhiệt độ máy hàn quá cao hoặc tốc độ hàn quá chậm, làm nhựa HDPE bị phân hủy do nhiệt.
- Cách khắc phục: Giảm nhiệt độ cài đặt của máy hàn, tăng tốc độ di chuyển tay. Luôn thực hiện hàn thử trên một miếng bạt vụn trước khi hàn chính thức để tìm ra thông số tối ưu.
Mối hàn không đồng nhất
- Triệu chứng: Đường hàn lúc to lúc nhỏ, lúc dày lúc mỏng.
- Nguyên nhân: Áp lực tay của người thợ không đều hoặc tốc độ di chuyển máy hàn không ổn định.
- Cách khắc phục: Yêu cầu kỹ năng và kinh nghiệm. Người thợ cần được đào tạo bài bản và thực hành nhiều để có thể duy trì lực và tốc độ một cách nhất quán.
Liên kết yếu, dễ bong tróc
- Triệu chứng: Khi thử kéo, mối hàn dễ dàng bị tách ra khỏi bề mặt bạt.
- Nguyên nhân: Có nhiều lý do: bề mặt bạt chưa được làm sạch, chưa được mài kỹ, nhiệt độ hàn quá thấp không đủ làm chảy bề mặt, hoặc que hàn không tương thích với vật liệu bạt.
- Cách khắc phục: Tuân thủ nghiêm ngặt quy trình chuẩn bị bề mặt. Đảm bảo nhiệt độ hàn đủ cao và sử dụng que hàn đúng chủng loại được nhà sản xuất bạt khuyến nghị.
So sánh hàn đùn nóng và hàn kép nóng: “Võ sĩ” nào mạnh hơn?
Đây là câu hỏi tôi rất hay nhận được. Thực tế, so sánh hàn đùn và hàn kép (hàn khí nóng tự động) giống như so sánh một chiếc xe đua F1 với một chiếc xe địa hình 4×4. Cả hai đều xuất sắc, nhưng ở những “địa hình” khác nhau.
| Tiêu chí | Hàn đùn nóng (Extrusion Welding) | Hàn kép nóng (Wedge/Fusion Welding) |
|---|---|---|
| Tốc độ | Chậm, đòi hỏi sự tỉ mỉ | Rất nhanh, máy chạy tự động |
| Ứng dụng chính | Chi tiết, góc cạnh, sửa chữa, nối ống | Các đường hàn thẳng, dài hàng trăm mét |
| Độ linh hoạt | Rất cao, có thể hàn mọi hình dạng | Thấp, chỉ hiệu quả trên mặt phẳng |
| Yêu cầu kỹ thuật | Đòi hỏi tay nghề thợ rất cao | Vận hành máy tương đối đơn giản hơn |
| Kiểm tra chất lượng | Kiểm tra trực quan, thí nghiệm kéo/bóc | Có thể kiểm tra bằng áp lực không khí ngay tại hiện trường |
Kết luận: Không có “võ sĩ” nào mạnh hơn tuyệt đối. Chúng là hai mảnh ghép bổ sung cho nhau. Một đội thi công chuyên nghiệp sẽ sử dụng máy hàn kép để đi những đường thẳng dài và nhanh chóng, sau đó dùng máy hàn đùn để hoàn thiện các chi tiết tinh vi, tạo nên một hệ thống chống thấm hoàn hảo.
Câu hỏi thường gặp (FAQ)
1. Hàn đùn nóng có thể áp dụng cho bạt HDPE dày bao nhiêu?
Hàn đùn nóng rất linh hoạt và có thể áp dụng cho hầu hết các loại bạt HDPE có độ dày phổ biến, từ 1.0mm đến 3.0mm hoặc hơn. Đối với bạt càng dày, yêu cầu về công suất máy và kỹ thuật hàn càng cao để đảm bảo nhiệt lượng xuyên thấu đủ sâu.
2. Nhiệt độ lý tưởng để thực hiện mối hàn đùn nóng là bao nhiêu?
Nhiệt độ lý tưởng phụ thuộc vào độ dày của bạt, loại máy hàn, và điều kiện môi trường (nhiệt độ, độ ẩm). Thông thường, nhiệt độ khí nóng sơ bộ dao động từ 280-350°C và nhiệt độ nhựa đùn ra khoảng 200-240°C. Kỹ thuật viên phải luôn hàn thử để xác định nhiệt độ tối ưu trước khi thi công.
3. Tại sao phải mài bề mặt bạt HDPE trước khi hàn?
Bề mặt tấm bạt HDPE sau khi sản xuất và vận chuyển sẽ hình thành một lớp oxy hóa mỏng. Lớp này làm giảm khả năng kết dính. Việc mài đi lớp oxy hóa này sẽ để lộ ra lớp nhựa “tươi” bên trong, giúp mối hàn hòa quyện và bám dính tốt hơn rất nhiều, từ đó tăng cường độ bền của mối nối.
4. Chi phí cho phương pháp bạt HDPE liên kết bằng mối hàn đùn nóng có cao không?
Xét trên đơn vị mét dài, chi phí nhân công và thời gian cho hàn đùn cao hơn so với hàn kép tự động do tốc độ chậm hơn và yêu cầu tay nghề cao. Tuy nhiên, vì nó chỉ được áp dụng cho các khu vực chi tiết, chiếm tỷ trọng nhỏ trong tổng chiều dài đường hàn, nên tác động tổng thể lên chi phí dự án là không quá lớn nhưng lại đảm bảo chất lượng tuyệt đối.
5. Tuổi thọ của mối hàn đùn có bền bằng chính tấm bạt không?
Nếu được thi công đúng kỹ thuật, mối hàn đùn nóng sẽ tạo ra một liên kết đồng nhất về vật liệu. Các thí nghiệm kéo và bóc cho thấy cường độ của mối hàn có thể đạt trên 90% cường độ của vật liệu bạt gốc. Điều này có nghĩa là tuổi thọ của mối hàn hoàn toàn có thể tương đương với tuổi thọ của tấm bạt, lên tới vài chục năm.
Kết bài
Qua những chia sẻ trên, hy vọng các bạn đã có một cái nhìn toàn diện và sâu sắc hơn về kỹ thuật bạt HDPE liên kết bằng mối hàn đùn nóng. Đây không chỉ đơn thuần là một phương pháp thi công, mà còn là một nghệ thuật đòi hỏi sự chính xác, kinh nghiệm và tinh thần trách nhiệm cao. Một mối hàn nhỏ bé có thể quyết định sự an toàn và bền vững của cả một công trình trị giá hàng tỷ đồng.
Trong thế giới địa kỹ thuật, nơi chúng ta luôn chiến đấu thầm lặng để “thuần hóa” đất và nước, việc nắm vững những kỹ thuật cốt lõi như hàn đùn chính là chìa khóa để xây dựng nên những công trình bền vững với thời gian. Hãy luôn nhớ rằng, sức mạnh của một sợi xích nằm ở mắt xích yếu nhất, và chất lượng của một hệ thống chống thấm nằm ở mối nối mỏng manh nhất. Vì vậy, việc nắm vững kỹ thuật bạt HDPE liên kết bằng mối hàn đùn nóng là điều bắt buộc đối với bất kỳ ai làm việc trong lĩnh vực này.